Home › Forums › SMA general › Solid modeling of ice. Ice patterns
- This topic has 5 replies, 1 voice, and was last updated 8 years, 11 months ago by
Volodymyr Doroshenko.
-
AuthorPosts
-
25th July 2015 at 12:15 pm #485
Volodymyr DoroshenkoParticipantIce patterns for metal casting. What is that?
Casting of metal on ice patterns (the principle of “just add water”) in Kiev (Ukraine) doro55v@gmail.com
Copy bas Mephistopheles, manufacturing mold of ice, and from it – ice pattern.

 25th July 2015 at 12:24 pm #486
25th July 2015 at 12:24 pm #486
Volodymyr DoroshenkoParticipantSolid modeling of ice. Ice patterns


16th June 2017 at 6:56 am #994
Volodymyr DoroshenkoParticipantCasting of metal parts for mechanical engineering on ice patterns.
This is a kind of metal casting for investment models, lost wax or lost foam.
Developer – Volodymyr Doroshenko (doro55v@gmail.com) is looking for partners and researchers to cooperate in this area of foundry. I work at the Institute of the PTIMA NAS of Ukraine in Kiev (Ukraine)
_big.jpg)

































 16th June 2017 at 7:29 am #995
16th June 2017 at 7:29 am #995
Volodymyr DoroshenkoParticipant
10th August 2017 at 11:08 am #1069
Volodymyr DoroshenkoParticipantBased on the article
Doroshenko V.S., Myrzakov B.T.Materials collapsing after performing its functions, and spontaneous processes of foundry // Central-Asian Materials Science Journal. – 2016. – №7. – P. 33-38.
http://imsc.kstu.kz/magazine/december2016/files/assets/basic-html/page33.htmlUDC 699.09
Materials collapsing after performing its functions, and spontaneous processes of foundry
Doroshenko V.S., Myrzakov B.T.
1 Physical-technological Institute metals and alloys of NASU, Ukraine, 03680, Kyiv-142, MSP, Vernadskogo Blvd., 34/1 Cand. Eng.,ass/professor, tel. +38066 145 78 32, e-mail: doro55v@gmail.com
Abstract
An example of the concept of self-destruction materials after the exercise of their functions are provided as part of the metal casting process of the ice patterns. Showing samples of units (cluster) of such patterns for testing the molding process. It is predicted the spread of such materials in the waste-free production of the future.
Keywords: self-destruction of materials, molding process, sand molds, ice pattern, cryotechnology, waste-free manufacturing.In the environmental concepts of the future predict the wide use of materials, which self-destruct after its functions provided without accumulation of long-term waste products. Today, in many cases, reasons of environmental pollution are mass production of materials extraneous to the Earth’s biosphere. Method of casting of metal products in ice patterns, the melting of products which are absorb into the pores of the mold sand is an example of creating low-waste processes of foundry steel production by one-time model without organic materials according to eco-idea which described in work. [1].
The fact of the technology is that in the foundry, the casting production of metal parts of machinery or equipment, these parts are first made of ice casting metal copies (IM). Then these IM are poured in the metal container (flask) by dry refractory mixture of sand and compacted by vibration.
Model melts in the sound mixture, absorbs into the dry mix to form a sand mold cavity. This process of getting sand mold forming is called fabrication. Then the cavity of received form is filled with molten metal, it solidifies and casters get the metal part. Such “cryological” technology (cryotech) at spontaneous ice-melting single casting model in the sand model at temperature above 0 degrees closer to the casting process harmless metabolic rate and heat to the environment.
The term “cryotechnologie” is mainly found so far only among physicians, food industry and the makers of refrigeration equipment. The very same an ice as the material for making industrial structures have not found wide application.
The involvement of an extensive array of interdisciplinary knowledge from the field of Cryology in foundry-metallurgical production as a technological use of science as a productive resource will inevitably give high-tech methods of producing castings [3]. It will be a patriotic contribution to the solution of eco – and resource-saving issues in the field of industry, where the domestic science school has patented the priorities of novelty, as evidenced by the following examples of methods of molding and casting.
We will underline also the importance of creation of new technologies of casting justified the continuous growth of demand for engineering products [4].
About 80% of the production of castings produced in sand molds, which preserves the relevance of the improvement of such technologies of foundry production.
Scientific school of Prof. Shinskie O. I. (Physico-technological Institute of metals and alloys of NAS of Ukraine) obtained dozens of patents for cryotechnologies casting metals in sand molds, since. S. 1121089 of the USSR (1984) [5] for a single foundry model, composed of ice and filler. The aggregate transitions of water in the manufacture of sand molds (from liquid to solid by freezing the foundry model back to liquid – melting of the IM during the liberation of the mold cavity, and then the evaporation of moisture during drying of a sand mold) in some way similar to the water cycle in nature [3, 6]. For a number of processes with the IM water at 30…90%, and the molding sand mixture up to 90% can be used repeatedly.
In an effort to move to non-waste technology, scientists of PTIMA NAS of Ukraine refined the worked-forming processes on the example of granular mixtures, vibroplates similar to the dry sand in the casting on the foam gasified models (FGM) and prepared by mixing dry sand with powder binder crystalline hydrate such as gypsum and (or) the Portland-slang cement [7]. And this dry mixture was based on semi-solid coating IM, in which the hardening of such binder, applied as a powder layer up to 3 mm.
This coating was applied to IM as powder paint. It is held on IM electromuscular forces [8, 9] due to the positive Livewire lash hundred on the ice surface arising near its melting point, and a negative charge characteristic (nature) of mineral particles [10]. The application of powder coatings is accompanied by spontaneous condensation of moisture from the ambient air on surfaces cooled by contact with the ice layer of powder (at a temperature below the dew point), or resorted to accelerated hydration spray in contact with the IM aerosol as an air-liquid dispersion. The composition of the dispersion or IM preferably add material to accelerate the setting and hardening of plaster or cement. After the coating IM of its container was placed in a flask and filled with a dry mixture [11], typical composition of which is given in the patent [7], a simple method for its particle size distribution optimization in the patent [12]. Then the molding material has vibroplates, it has compressed and condensed the coating IM, increasing internal friction and leaving it in the form of friction, the nature of power which exceeds the friction of the particles in motion.
The subsequent combination of almost simultaneous occurrence of the three operations (melting IM, deleting, filtering it melt into the pores of the form and the hardening of the sand shell to a depth filtration) gives the advantage (compared with traditional investment casting) that, away from the mold cavity, a single model of your spending on the melt solidification of the sand shell. The most economical spontaneous melting and filtration due to capillary and sorption processes, though, and worked out a version of its intensification (force filtering) vacuum sand molds. And to accelerate setting and hardening forms a cast of possible heating up to 40…46 °C, and cement – up to 80…100 °C [13]. The plaster hydration is an exothermic reaction spontaneously heated, and heating to a specified temperature accelerates the hardening.
The nature of the filter has signs of physical and chemical adsorption or chemisorption. During chemisorption between the adsorbate and the adsorbent particles on the surface of chemical reaction with the formation of new connection due to the hydration of crystalline hydrate stone plaster and cement. By physical adsorption of the adsorbate is committed without changing their chemical nature spontaneously occupy. The entire surface of the adsorbent. Water is able to spontaneously in capillaty- porous medium sandy layer 0,4-0,6 m. That usually occurs near the shores of natural water bodies with water raise up to a height of level.
The mixtures with the crystalline harden due to hydration. Gypsum, cement or other binders hydration in the composition of the sand mixture from heat effects of the casting in the mold degidratirtee (like re-passing the heat treatment is previously performed in their production of natural mineral raw materials) and can re-harden when wet. This is consistent with the idea of self-destruction after the performance of its functions and allows to apply the reverse crystalline hydrate of a mixture of, updating fresh content to 10 % [14]. Dehydration and destruction of the sand mixture from the heat of the casting – spontaneous process in the system of “casting – sand mold” in a period when the rate of strength form not critical to have reached the structural strength of the hardened casting.
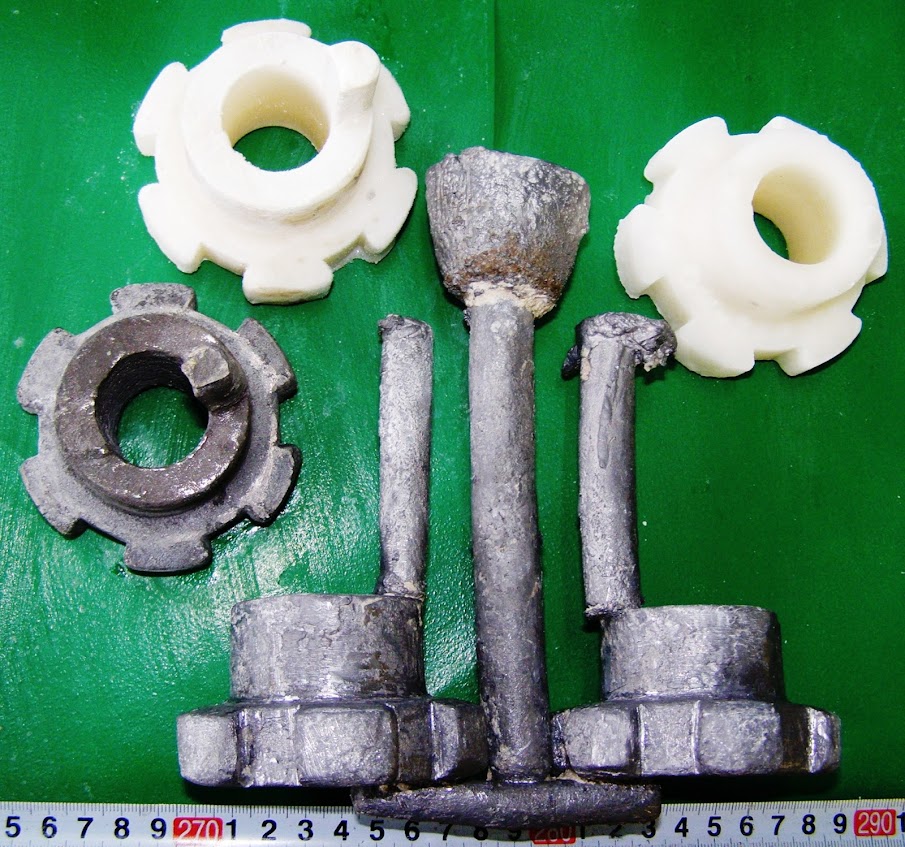
As a result, in the technology described above for ice, sand and metal melt create and use technological conditions (environment) that leads to destruction, transformation of these materials as “solidity – fluidity”. In particular, the function of melting and removing the ice (water to fluid) filtration leads to hardening of the granular mixture in the cavity from which the liquid metal solidifies, the heat destroying the mixture. Although IM has long been patented, they are still exotic for casters. Freezers are almost in every apartment and the grocery store, they have achieved a high structural level, but yet as if they are on “another planet” from the foundry, as well as the mentality of the caster and specialists. For the convergence of their positions will show blocks (clusters, bushes) IM (Pic. 1) for development of forming processes with spontaneously collapsing after performing the processing functions of the materials.Pic. 1. Examples of clusters containing from two to ten of the ice models (in some models, the ice contains dyes for the study of filtration processes).
Pic.2. Ice models and castings of ferrous and non-ferrous metals.
Regarding the scientific substantiation of spontaneous processes, in particular used in injection molding technology, we note the following. The second law of thermodynamics was the result of generalization observed in nature patterns – all processes spontaneously (by themselves, without the costs of work) are only in one direction: heat moves from hot body to cold, and never vice versa; a gas always tends to occupy the entire volume available to it, and never spontaneously not compressed; gases and liquids penetrate each other and are mixed, but never spontaneously separate. That is, all spontaneous processes lead to a decrease and disappearance of the temperature difference, pressure difference and difference of concentration. For obtaining useful work is always necessary to have a difference between the “potential” (gradient) of any quantity, such as temperature, pressure, etc [2, 15].
In this review already mentioned some examples of spontaneous processes with the presence of such gradients. The melting of the IM in the sand at room temperature. Capillary transport during filtration of melt models in the pores of the sand grains with a hydrophilic surface. In this large binder particles from a melt of the liquid IM (in the version of his introduction to IM when forming in dry sand) in the form of nufilmuota deposited in the shell layer and strengthen the shell with a binder similar to the phenomenon of clogging during drilling. This movement of moisture is in the capillary, while it will not clog, and then in the next, evenly distributing the moisture in the pores of the form, and the binder – only no deeper than 0.5-2.0 mm In vacuum form, these phenomena are amplified. At room temperature air surface of the IM creates at (-15…20 ° C) conditions below the dew point and the frost point, condensing and freezing on moisture from the air, powder-coated IM with moisture powder and numerative on it frost. Regeneration of the crystalline hydrate mixtures from heat of the casting. Hardening the molding sand in contact filterable liquid in dry bulk gipsopeschanoj mixture. Gravitational spontaneous eruption of free-flowing “unrelated” sand mixture through the hole at the bottom of the container (as in an hourglass), leaving it in different cases hardened or cooling the casting.
With the growth in computing power, projects the combine referred to an interdisciplinary knowledge of ice and water, and other environmentally friendly materials and technologies into a single database for virtual simulations. It is advisable to deal with environmental problems to go in the direction from effect to cause, from the development of a universal set independently of the crumbling wastes to the change of technology for the production of these wastes. For low-cost processes is necessary to find conditions under which the said gradients appear quite naturally, without the costs of work on our part (due to the capacity of the environment) [15]. Such conditions can be found in the gravity field, with inhomogeneity of the system, such as density, enthalpy, etc. of the Interdisciplinary combining of chemical, physical, economic and environmental levels will be a significant step in the evolution of computer modeling of such materials and technologies that will form the basis of waste-free production in the future.References
1. Doroshenko V. S. Cryotechnology casting ice models // Foundry production. – 2013. – No. 3. – P. 16 – 20.
2. Tretyakov Y. D. low-temperature processes in chemistry and technology Tretyakov Yu. d. / / Modern science: encyclopedia / CH. edited by V. N. Soifer. T. 10. Modern technology. – M.: Magistr-Press, 2000 – 2001. – S. 174-180.
3. Doroshenko V. S. Cryotechnology foundry – getting metallotile ice models // Industrial Kazakhstan. – 2012.- No. 4 p. 28 – 31.
4. Doroshenko V. S. the Analysis and identification of cast lightweight metal structures using the theory of minimal surfaces // Metal and casting of Ukraine. – 2015.- No. 11. – S. 24 – 28.
5. A. S. No. 1121089 USSR, MKI B22 C7/00. All-in-one frozen model for low-temperature forming / O. I. shinsky, V. I. Moskovka, V. A. Shevchenko, etc. Publ. 1984. Bull. No. 40.
6. Doroshenko V. S. What could be more environmentally friendly than water? Criotechnology of obtaining metal castings from ice models // Casting and metallurgy. – 2012. – No. 2. – P. 45-50.
7. Patent No. 83891 Ukraine, IPC В22С9/04, В22С 7/00. Method of manufacture of molds for low-melting models / O. I. shinsky, V. S. Doroshenko, Publ. 2008, bull. No. 16.
8. Patent No. 82026 Ukraine, IPC В22С 7/00. Method of powder coating on the ice model / O. Th. Shinsky, V. S. Doroshenko. – Publ. 25.07.2013, bull. No. 14
9. Patent № 88304 Ukraine, IPC В22С 7/00. A method of applying a coating on refrigerated model / O. Th. Shinsky, V. S. Doroshenko, Publ. 12.10.09, bull. No. 19.
10. Doroshenko V. S. the Application of powder coatings on the ice casting model used for casting of metal // Ecology and industry of Russia. – 2011. – No. 3. – S. 10 – 13.
11. Patent No. 81726 Ukraine, IPC В22С 9/00, 9/02, 9/06. Method of falling asleep of the model blocks with sand in the container / O. I. shinsky, V. S. Doroshenko, Publ. 2008, bull. No. 2.
12. Patent No. 83018, Ukraine, IPC В22С 9/02. Dry molding sand and compacted in loose condition / O. I. shinsky, V. S. Doroshenko, Publ. 27.08.2013, bull. No. 16.
13. Patent No. 91197 Ukraine, IPC В22С 9/02. Method of filtration molding / O. I. shinsky, V. S. Doroshenko, Publ. 25.06.2014, bull. No. 12.
14. E. S. Gamov the calculation of the refreshment revolving crystalline hydrate no bake // Foundry production. – 1978. – No. 2. – S. 16 – 17.
15. Minin, V. N. Spontaneous processes // Journal of Russian Physical Thought. – 2011.- No. 1-12. – P. 49 – 66.10th August 2017 at 11:52 am #1070
Volodymyr DoroshenkoParticipantCollage on the production of metal castings on ice patterns
Doroshenko V.S.,
Physical-technological Institute metals and alloys of NASU, Ukraine, 03680, Kyiv-142, MSP, Vernadskogo Blvd., 34/1,
ass/professor, tel. +38066 1457832
doro55v@gmail.comhttp://www.practicalmachinist.com/vb/general/casting-ice-patterns-259585/index3.html
-
This reply was modified 8 years, 11 months ago by
-
This reply was modified 8 years, 11 months ago by
-
AuthorPosts







You must be logged in to reply to this topic.